




开篇小编先为各位读者科普一下什么是电子装联技术。
电子装联技术是电子信息技术和电子行业的支撑技术,是衡量一个国家综合实力和科技发展水平的重要标志之一,是电子产品实现小型化、轻量化、多功能化、智能化和高可靠性的关键技术。
电子装联技术(Electronic Assembly)
电子或电气产品在形成过程中产生电连接和装配的工艺过程。
电子装联的过程
就是把电子元器件,无源器件,有源器件,接插件等按照设计的要求(装焊图或电原理图),准确无误地装焊到基板上的指定焊盘上,并且保证各焊点符合标准规定的物理特性和电特性的要求。
电子装联的方式
插装(THT)Through Hole Technology
表面贴装(SMT)Surface Mount Technology
微组装(MPT)Microelectronic Packaging Technology
在业内,人们经常会把内容丰富的电子装联技术狭隘地概括为在板级电路的“SMT”内。电子装联工艺指的是“在电、磁、光、静电、温度等效应和环境介质中任何两点(或多点)之间的电气连通技术,即由电子、光电子器件、基板、导线、连接器等零部件,在电磁介质环境中布局布线联合制成所设定的电气模型的工程实体的制造技术”。后续的小课堂小编会给大家详细介绍SMT,封装电子元器件等相关知识。
下面正式进入本期主题电子装联焊接材料的介绍。
电子装联用辅料按应用类型可分为以下几类:
主要包括锡膏、锡线,锡条,预成型焊片,助焊剂等。
二. 胶水类
按用途可分为结构类胶水、导热类胶水、防护类胶水。
1. 结构类胶水
包括:贴片红胶、磁芯黑胶、黏结硅胶、元器件固定胶、加固硅胶、密封胶、灌封胶、瞬干胶、螺纹胶、热熔胶和底部填充胶;
2. 导热类胶水
包括:导热胶、导热灌封胶、双组分导热胶、导热硅脂和导热胶黏剂;
3. 防护类胶水
包括:三防漆、灌封胶、防撞胶等。
三、清洗类
按用途可分为单板清洗剂、钢网清洗剂、工装清洗剂等。
四、胶纸类
按用途可分为标签纸、美纹纸、耐高温胶纸、金手指胶纸等。
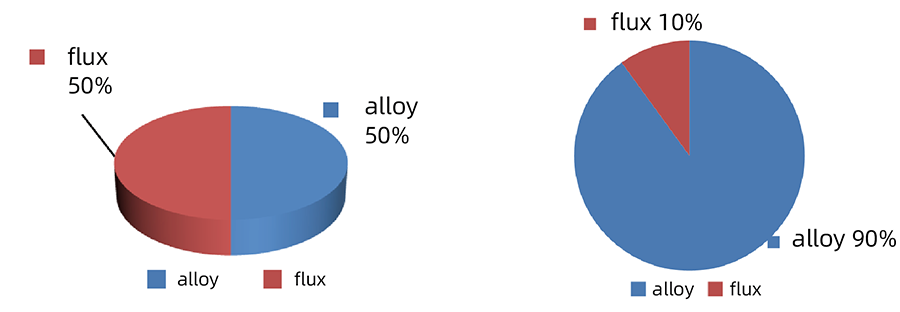
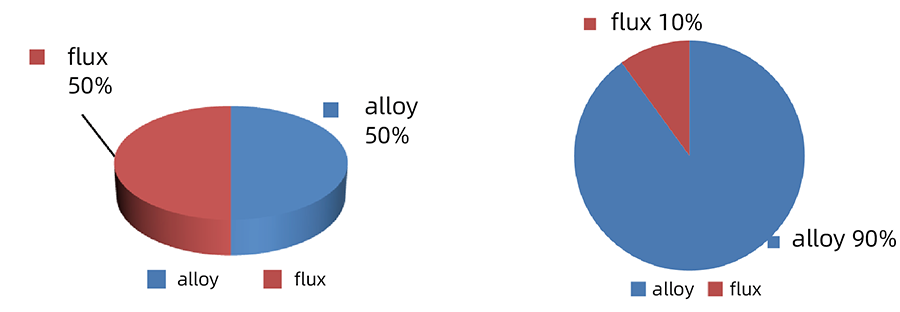
锡膏(solder paste)是由合金粉、糊状助焊剂以及其它的表面活性剂、触变剂等加以混合而成的具有一定黏性和良好触变特性的膏状体。是一种均相的、稳定的混合物,在常温下锡膏可将电子元器件初步黏附在既定位置上,当锡膏被加热到一定温度后,随着溶剂和部分添加剂的挥发,合金粉的熔化,使被焊元器件与焊盘互联在一起,经冷却形成永久连接的焊点。
合金是锡膏的主要成分,是影响锡膏质量的重要因素,合金成分决定了SMT组件再流焊接温度。表1列举了常用的合金及其熔点温度,其中有铅使用最多的合金是Sn63Pb37和Sn60Pb40,无铅使用较多的是Sn96.5Ag3Cu0.5。表2为不同合金系的优缺点,实际生产中根据不同的产品选择合适的合金成分。
表1 不同合金及其熔点温度

表2 不同合金系的优缺点

3号粉锡膏:适用于一般的电子元器件的焊接,如电阻、电容等。
4号粉锡膏:通常用于密脚IC等精密电子元器件的焊接。
5号粉锡膏:适用于一些需要高精度焊接的电子元器件,如微处理器、晶振等。
表3 占样品质量百分比-标称尺寸(单位μm)
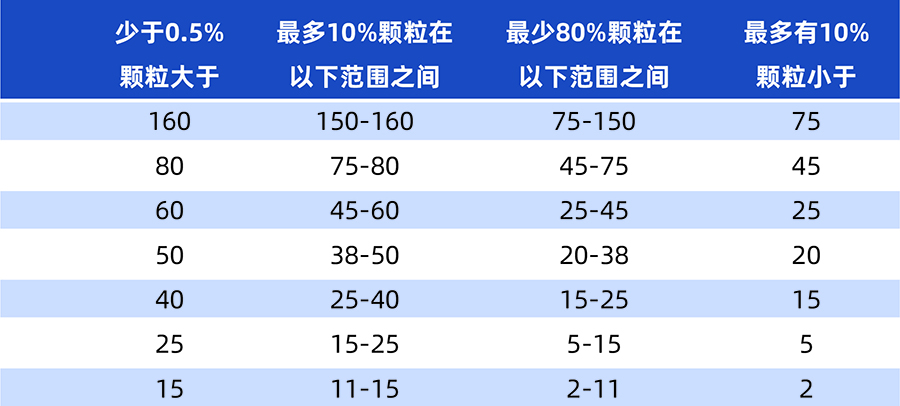
图1所示为SEM下的合金粉末的形貌图像,球形的粉末更有利于提高印刷质量。在相同质量下,球形的表面积是最小的,表面积越小被氧化的可能性也就越小,对焊接越有利。
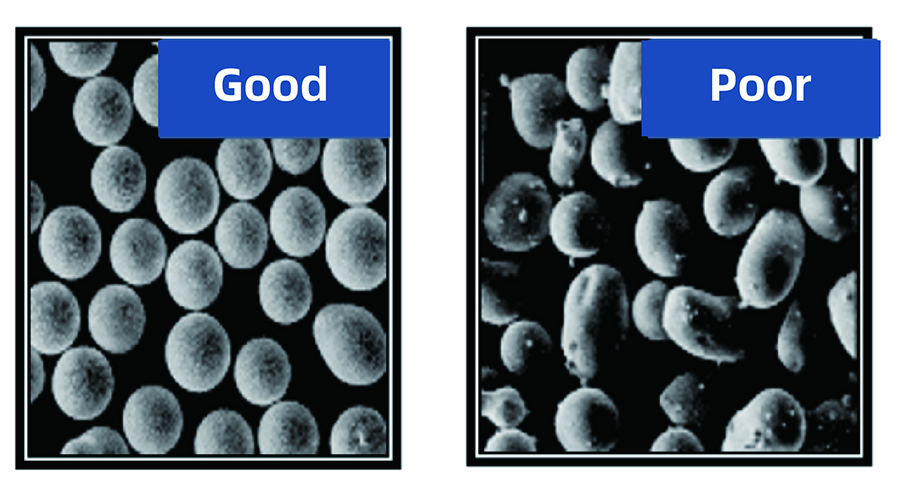
图1 SEM下合金粉末的图像
焊料合金粉末形状应当为球形,最大长宽比为1.25,由供需双方协商确定。按照IPC-TM-650测试方法2.2.20测试时,合金含量的质量百分比应该在65-96%之间。金属百分比应当在用户采购订单规定标称值的±1%以内。锡膏的测试项目包括金属含量,粘度,塌落测试,焊料球测试,粘附力测试,润湿测试等部分内容会在后续IPC J-STD-005A标准解读一文中详细介绍。
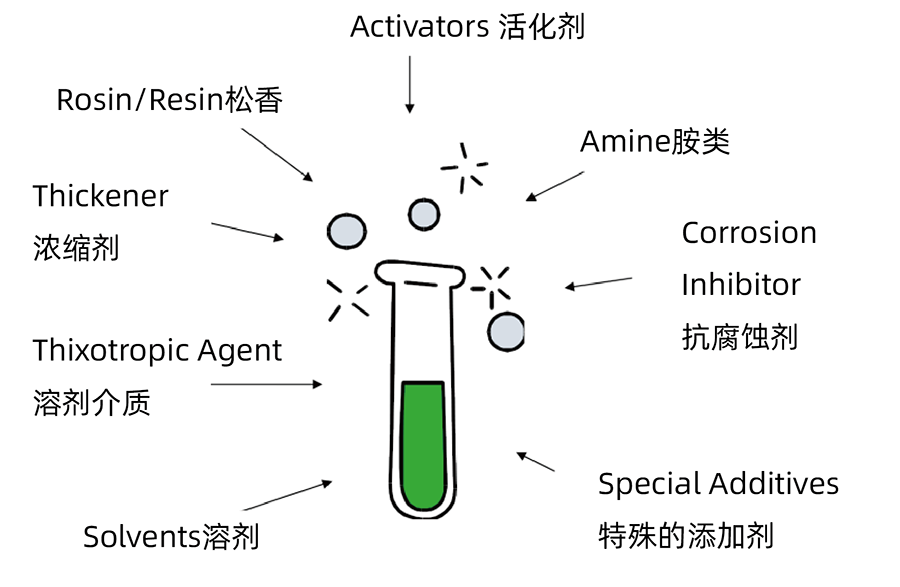
(1) 锡膏中助焊剂的组成

① 按合金种类分:有铅/无铅
② 按合金熔点分:低温/高温
③ 按助焊剂成分:免洗/清洗
④ 按卤素含量分:有卤/无卤/零卤
① 合金的选择:
根据产品要求选择合适的合金。
② 粉末尺寸的选择:
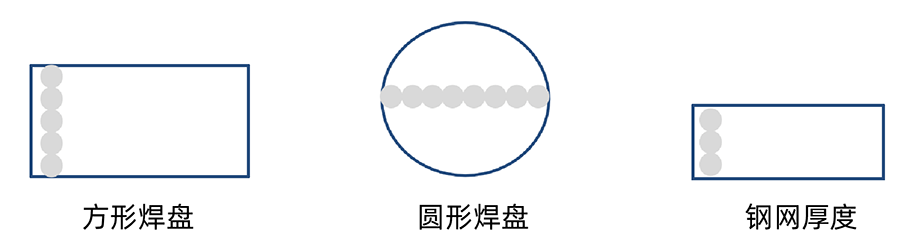
图2 3球、5球、8球原则示意图
钢网方形开口,焊盘较窄一条边的长度应至少是锡膏合金球形颗粒直径的5倍;
钢网圆形开口,焊盘直径应至少是锡膏合金球形颗粒直径的8倍;
印刷钢网厚度则至少是焊膏合金球形颗粒直径的3倍。
③ 助焊剂类型的选择:
根据PCB和元器件的情况及清洗工艺要求。
① 锡膏批次的一致性
锡膏黏度、金属含量、合金粉颗粒尺寸分布情况等。
② 可靠性
焊接后产品的长期可靠性。
③ 流变性
对印刷性能至关重要。
④ 钢网寿命
溶剂挥发,黏度变高。
⑤ 粘附性
保持元器件贴装位置稳定。

助焊剂(flux)一词源于拉丁文“fluere”即“流动”(Flow in soldering)。金属表面形成的氧化层在焊接中会妨碍焊接效果,通常要使用某些特殊物质去除被焊材料表面的氧化物,起到助焊的作用,以达到良好的焊接效果。人们通常把这种能净化被焊金属表面、帮助焊接的物质称为助焊剂。助焊剂是一种具有多重作用的混合物,它通过物理与化学作用影响钎焊过程,最终形成可靠的焊点,是焊接工艺中最重要的辅料之一,在电子装配工艺中直接影响电子产品的质量和可靠性。
① 清除被焊金属表面的氧化膜。
② 防止焊接时焊料和金属表面的再氧化。
③ 降低液态焊料的表面张力,增强焊料的润湿性能。
④ 使热量快速传递至焊接区,从而能够顺利完成焊接。
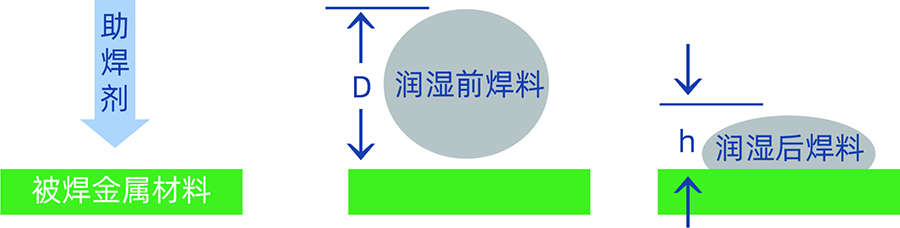
图 3 助焊剂的润湿作用示意图
电子焊接用助焊剂的主要性能指标包括:外观、物理稳定性、密度、黏度、固体含量(不挥发物含量)、比重、酸值、可焊性(以扩展率或润湿力表示)、卤化物含量、腐蚀(铜镜和铜板)、SIR(表面绝缘阻抗)、ECM(电化学迁移)等,部分相关的测试会在后续IPC J-STD-004C标准解读一文中详细介绍。
下面就这些技术指标简单进行解析。
① 外观:助焊剂外观必须均匀、透明,任何沉淀物的存在都会造成焊接缺陷。
② 物理稳定性:通常要求在一定的温度环境(一般5℃-45℃)下,产品的稳定性要好。
③ 密度与黏度:这是工艺选择与控制参数,必须有参考的数据,太高的黏度将给该产品的使用带来困难。
④ 固体含量(不挥发物含量):表示的是焊剂中的非溶剂部分,实际上它与不挥发物含量意义不同,数值也有差异,后者是从测试的角度讲的,它与焊接后残留量有一定的对应关系,但并非唯一。
⑤ 可焊性:指标也非常关键,它表示的是助焊效果,如果以扩展率来表示,孤立地讲它是越大越好的,但腐蚀性也会越来越大,因此为了保证焊后良好的可靠性,扩展率一般在80%-90%之间。
⑥ 卤化物含量:将含卤素离子(F-、Cl-、Br-、I-)的活性剂加入助焊剂可以显著提高其可焊性,改善焊接效果,但如果含量过多则会带来一系列的腐蚀问题。例如,焊接后卤化物残留多时会造成焊点发黑,并循环腐蚀焊点产生白色粉末,因此其含量也是一个非常重要的技术指标,它是以氯离子的当量来表示离子性的F-、Cl-、Br-、I-的总和。
⑦ 腐蚀性:助焊剂由于其可焊性的要求,必然会给PCB或焊点带来一定的腐蚀性。为了衡量腐蚀性的大小,各种标准均规定了腐蚀性的测量方法,其中铜镜腐蚀是测试使用时的腐蚀性大小,铜板腐蚀测试反映的是焊后残留物的腐蚀性大小,各有侧重。对有高质量和可靠性要求的产品,必须进行该测试。
⑧ 电气性能:电气性能最重要的指标是SIR(表面绝缘阻抗)和ECM(电化学迁移),各标准对焊前和焊后的SIR和ECM均有严格的要求,因为对用其组装的电子产品的电性能影响极大,严重的可造成信号紊乱,不能正常工作。按照IPC J-STD-004C标准的要求测试图形SIR测量值大于100MΩ。
① 良好的焊接能力或化学活性,能够去除母材和焊料表面的氧化膜,降低焊料的表面张力,防止再氧化等。
② 良好的热稳定性,保证在焊接温度下的活性。
③ 良好的润湿性,对焊料的扩展具有促进作用,保证较好的焊接效果。
④ 焊接时尽可能无锡珠和飞溅产生,尽可能不释放有毒或有刺激性气味的气体。
⑤ 焊后不粘手,不易拉尖。
⑥ 焊后的残留物(助焊剂中的难以挥发的成分和残留的活化剂及因反应生成的金属氧化物等)少且易清洗,对焊后材质无腐蚀性、不吸湿、不导电不影响材质的电性能,具有良好的电气绝缘性。
⑦ 常温下易存储,性质稳定。
⑧ 粘度和比重比焊料小,焊剂黏度大会加大润湿扩散的难度,比重太大难以覆盖整个焊料表面。
① 根据所需装配的电子产品的类别确定。
② 根据相关标准确认所用助焊剂的类型。
③ 兼容性试验,选择能与其他辅料相互兼容的助焊剂。
④ 工艺试用试验,对焊接质量进行评估。
⑤ 供应商供货能力与品质保证措施现场认证。
① 化学活性满足应用要求,能有效除去基体金属和钎料表面的氧化膜。
② 对基体金属助焊剂自身的润湿性和漫流性要好。
③ 所用活性剂的熔点比钎料低,要先于钎料熔化前熔化,才能充分发挥助焊剂的作用。
④ 浸润扩散速度比熔化钎料快,通常要求扩展率在80%-90%之间。
⑤ 黏度和密度要小,黏度大会使浸润和扩散困难,密度大就不易充分覆盖钎料表面。
⑥ 热稳定性好,在常温下储存稳定。
⑦ 焊接时不产生焊珠飞溅,也不产生毒气和强烈的刺激性气味。
⑧ 助焊剂反应迅速。
⑨ 焊后残渣易于去除,并具有不腐蚀,不吸湿和不导电等特性。
⑩ 焊接后不粘手。
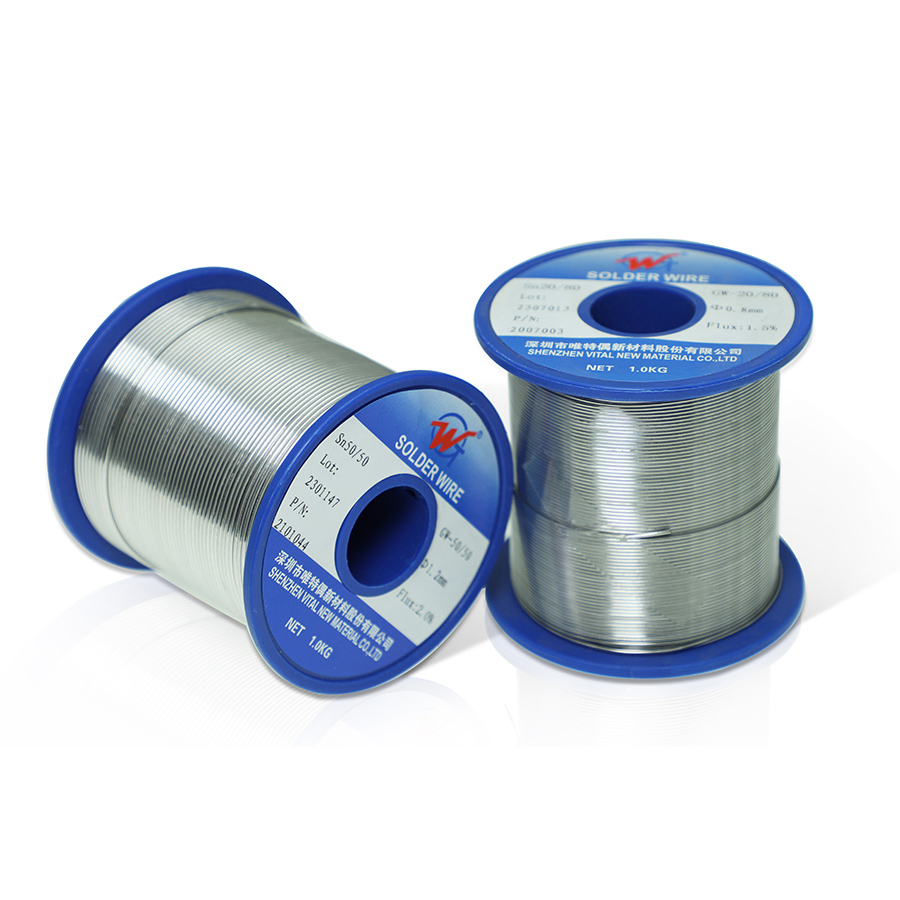
锡丝是由锡合金和助焊剂两部分组成,助剂均匀灌注到锡合金中间部位。锡丝种类不同助剂也就不同,助剂部分是提高锡丝在焊接过程中的辅热传导,去除氧化,降低被焊接材质表面张力,去除被焊接材质表面油污,增大焊接面积。在电子原器件的焊接中可与电烙铁或激光配合使用,机器人焊接日渐成为焊锡丝使用的新趋势,但目前仍以手工焊接为主。
锡丝主要包含有铅锡丝和无铅锡丝,主要区别如下:
锡的含量越高,熔点越低,流动性越好,但是很软;
锡的含量越低,熔点越高,流动性越差,但是很硬。
① 按照客户需求定制助焊剂含量,线径,合金等。
② 助焊剂分布均匀,锡芯里无断助焊剂现象。
④ 绕线均匀不打结,上锡速度快、残渣极少。
① 焊接的对象
不同的电子元器件和材料。
② 焊接的要求
不同的电子产品和工艺,有铅/无铅。
③ 焊接的条件
焊接的温度、功率、时间、环境等。
④ 锡丝的品质
光滑、有光泽、无氧化、无发黑现象,绕线均匀不打结,助焊剂分布均匀,焊接时润湿性好、焊点可靠、残渣极少。
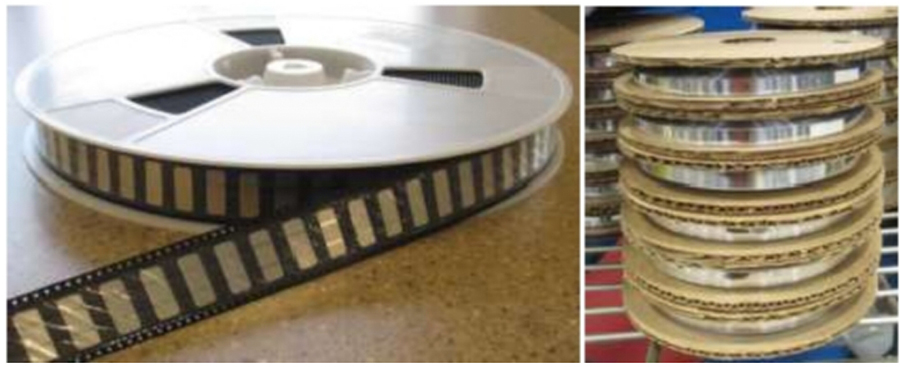
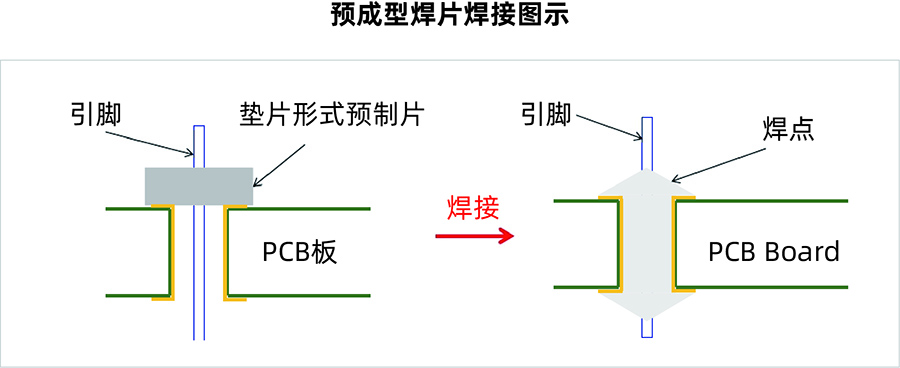
预成型焊片也叫预制片(Preform)是焊接材料的一种,由焊料合金与助焊剂组成,通过模具冲压或激光切割成型的,预成型焊片可涂覆助焊剂,使得焊接润湿效果更好。通过编带包装,如图4所示,可使用贴片机进行高速取/放。在应用中效率更高,经济性更强,适应批量化生产。
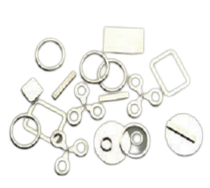

① 产品尺寸规格可定制,精确的控制合金与助焊剂的比例,并保持一致性。
② 包装方式可选择,盒装叠放或编带包装,便于应用。
③ 助焊剂定量可控,类型可选,低飞溅,低空洞特性,减少不良率。
④ 批量生产,降低成本,适用性强,利用率高。
⑤ 可以增加颜色用以区分。

本期小编对电子装联焊接材料进行了介绍,重点分享了锡膏、助焊剂、锡线及预成型焊片的基础知识。包括定义、组成、分类、如何选用等常见问题,希望大家能有所收获。
随着无铅焊料的不断改进研制,人们对环境日益的关注和保护,无铅助焊剂的焊接性能也成为了业界研究的重点。发展“绿色助焊剂”,用去离子水代替有机溶剂,开发性能优良,不含卤素、松香的水基免清洗助焊剂,不但能克服溶剂型免清洗助焊剂的缺陷,而且适应无铅焊料焊接工艺,是当今微电子焊接材料领域的研究发展方向之一。


如果您想了解更多有关唯特偶产品,请在后台给我们留言吧,欢迎垂询!